Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!







































































































.png)
.png)
.png)
.png)


W magazynie
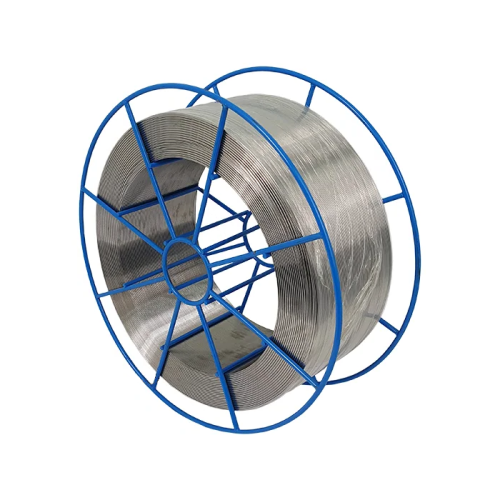
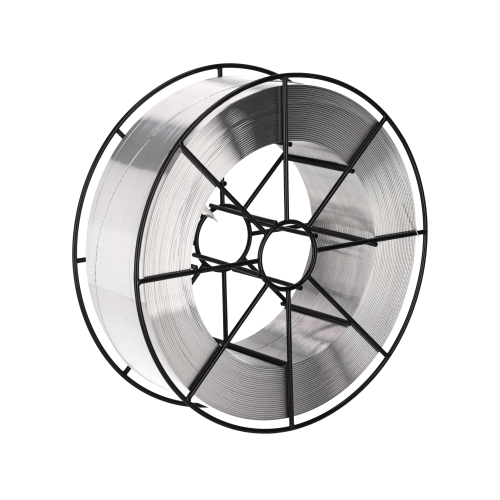
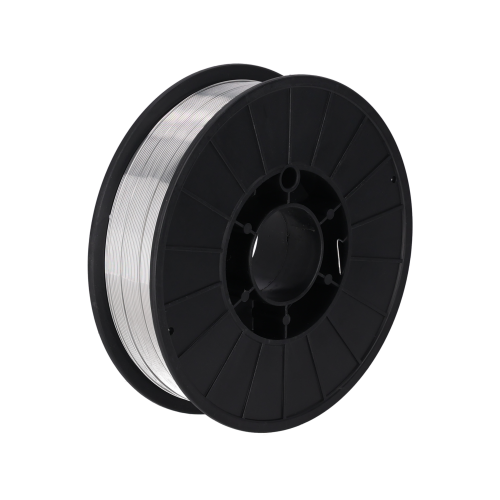
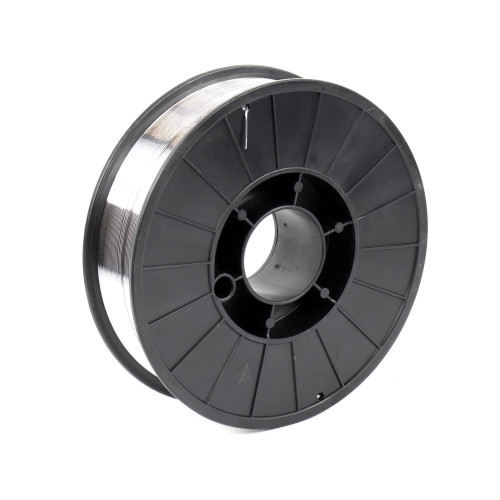
Druty spawalnicze lite | pełne
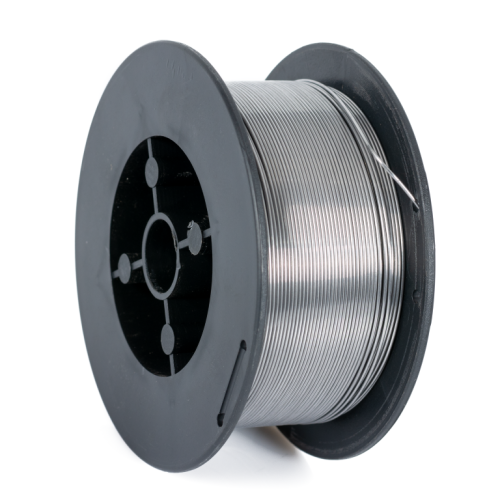
Drut spawalniczy MAG SG3 G4Si1 fi 1,0 mm / 5 kg / FEST
FEST
FST-MAG-SG3-10-5
Średnica [mm]:
1.0 Szpula [mm]:
D200 Waga netto [kg]:
5.0 Przeznaczenie:
Stale konstrukcyjne, niestopowe
53,80 zł
Drut spawalniczy ER70S-6 SG3 fi 1,0 mm, elektrodowy manganowo-krzemowy, miedziowany, przeznaczony do spawania metodą MIG/MAG stali niskowęglowych konstrukcyjnych, kotłowych i okrętowych oraz drobnoziarnistych stali węglowo-manganowych w osłonie gazów.