Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!












































































































W magazynie
399,00 zł
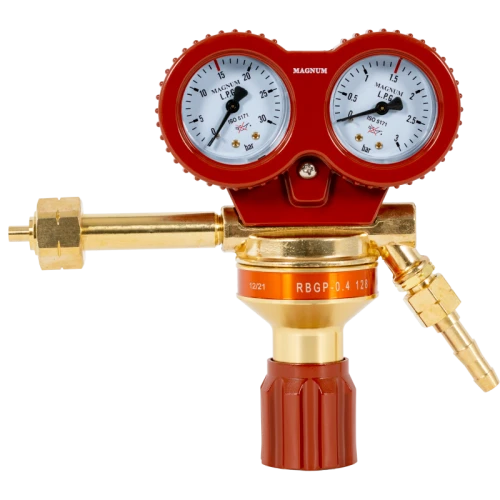
Butla wypełniona wysokiej jakości argonem klasy 4.8 przeznaczona do spawania w osłonie gazów ochronnych oraz do innych zastosowań przemysłowych.