Osprzęt spawalniczy to zbiór dodatkowych akcesoriów i urządzeń wykorzystywanych w procesie spawania, takich jak maski spawalnicze, przewody, zaciski czy dysze. Te elementy mogą być niezbędne do procesu spawania, zwiększać bezpieczeństwo pracy lub ją ułatwiać.
Podajnik drutu spawalniczego jest urządzeniemstabilizującym proces podawania drutu w trakcie spawania. Na rynku dostępne są podajniki przenośne, a w przypadku spawarek o budowie kompaktowej można spotkać się z już wbudowanymi, wewnętrznymi modułami.
Chłodnica spawalnicza to urządzenie używane do schładzania uchwytu spawalniczego, najczęściej w procesach TIG i MIG wymagających dłuższego czasu pracy. Pomaga w utrzymaniu optymalnej temperatury, co przedłuża żywotność i poprawia jakość spoin. Wykorzystuje płyn chłodzący krążący w obiegu zamkniętym.
Pirometr jest urządzeniem służącym do pomiaru temperatury obiektów na odległość, zazwyczaj przez analizę promieniowania cieplnego emitowanego przez obiekt. Jest często używany w przemyśle, na przykład w hutnictwie czy spawalnictwie, gdzie bezkontaktowy pomiar temperatury jest istotny. Pirometry mogą być różnego typu, w tym optyczne czy na podczerwień.
Ekran spawalniczy to zasłona z materiału odpornego na ogień, która jest zawieszana w miejscu spawania w celu ochrony osób w okolicy przed szkodliwym promieniowaniem, iskrami i metalicznymi rozpryskami. Nie zastępuje indywidualnych środków ochrony, ale jest dodatkową barierą izolującą miejsce spawania. Jest szczególnie użyteczna w środowiskach przemysłowych, gdzie wiele osób może być narażone na działanie czynników szkodliwych.
Przyłbica spawalnicza (maska spawalnicza) jest osłoną używaną przez spawacza do ochrony twarzy i oczu przed szkodliwym promieniowaniem, iskrami i bryzgami metalu. Wyposażona jest w ciemne szkło o stałym przyciemnieniu lub filtr samościemniający. Przyłbica spawalnicza chroni oczy przed intensywnym światłem łuku elektrycznego. Jest to niezbędny element wyposażenia, zapewniający bezpieczeństwo podczas spawania.
Rękawice spawalnicze wykonane z materiałów odpornych na wysokie temperatury i iskry są niezbędnym elementem osobistego wyposażenia ochronnego każdego spawacza. Zaprojektowane tak, aby zapewnić optymalną ochronę dłoni i przedramion podczas różnych procesów spawania, oraz umożliwić swobodne ruchy dłońmi.
Reduktor gazowy jest urządzeniem montowanym na butli gazowej, służącym do regulacji i stabilizacji ciśnienia wypływającego gazu osłonowego. Jest niezbędny w procesach spawania gazowego, takich jak MIG i TIG aby zapewnić stały i kontrolowany przepływ gazu ochronnego. Dzięki temu możliwe jest osiągnięcie optymalnych warunków dla utworzenia wysokiej jakości spoiny.
Preparat antyodpryskowy to środek chemiczny w sprayu lub innej formie, który jest stosowany na powierzchnie przedmiotów przed spawaniem, aby zapobiec przyleganiu odprysków metalu. Ułatwia to późniejsze czyszczenie elementów, a także poprawia ich wygląd. Jest często używany w przemyśle metalowym i w procesach spawania, w których estetyka i czystość są ważne.
Spool Gun czyli inaczej uchwyt spawalniczy z wbudowaną rolką drutu. Jest często używany do spawania aluminium, eliminując problemy z podawaniem drutu przez długie przewody. Ułatwia spawanie materiałów trudno spawalnych, znajduje też często zastosowanie w warsztatach samochodowych.
Gaz osłonowy to gaz atmosferyczny (techniczny) wykorzystywany do osłony łuku spawalniczego oraz powstającego w wyniku wysokiej temperatury jeziorka ciekłego metalu przed czynnikami zewnętrznymi i utlenianiem. Jego użycie wpływa na stabilne utwardzenie spoiny. Gazami używanymi w trakcie spawania mogą być: argon, hel, azot, dwutlenek węgla czy różnego rodzaju mieszanki. W zależności od technologii wykorzystywany gaz może być aktywny lub obojętny chemicznie.
Elektroda spawalnicza to element wykorzystywany w procesie spawania. Jeden koniec elektrody umieszczany jest w uchwycie spawalniczym, drugi umożliwia zajarzenie łuku. W przypadku elektrod otulonych, które stosowane są na przykład w technologii MMA, otulina uwalnia gaz osłonowy. Na rynku znajdują się elektrody rutylowe, kwaśne czy zasadowe. Wyróżnia się różne rodzaje elektrod, w tym także wolframowe (nietopliwe), stosowane w spawarkach TIG.
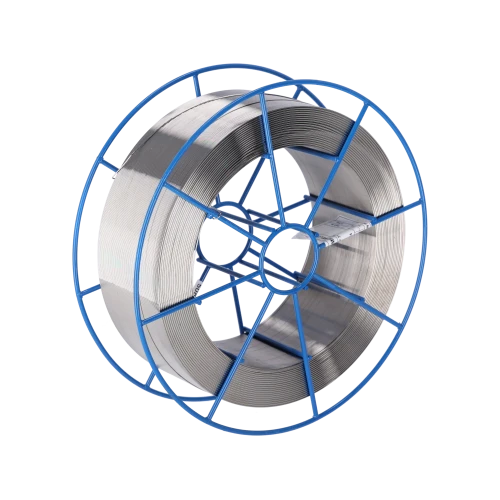
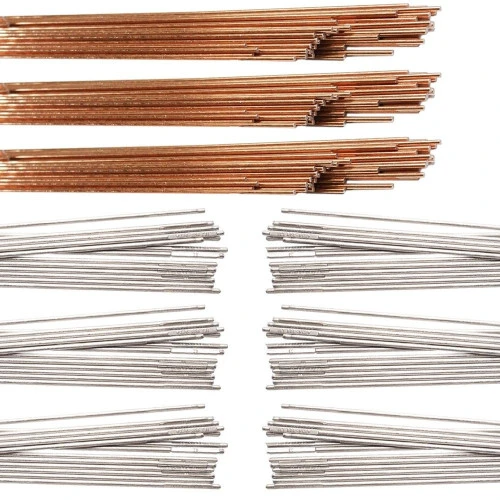
Drut spawalniczy stosowany w metodach MIG/MAG czy TIG. Dostępny w różnych średnicach, które dobiera się na podstawie materiałów, jakie będą ze sobą łączone (im grubsza struktura, tym szerszy drut należy wybrać). Łuk elektryczny prowadzi do nadtopienia drutu oraz powierzchni spawanej i do powstawania jeziorka, które zastygając w osłonie gazu, tworzy spaw.
FLUX w drucie samoosłonowym to substancja chemiczna zawarta wewnątrz drutu spawalniczego, która podczas spawania topi się, tworząc gaz ochronny i osłonę ze szlaką. Ta osłona zabezpiecza metal spawany przed utlenianiem i innymi reakcjami chemicznymi z powietrzem. Drut samoosłonowy jest często używany w spawaniu MIG/MAG, gdy nie ma dostępu do zewnętrznego gazu ochronnego.
Średnica szpuli drutu, oznaczana jako D100, D200, D300 itd., wskazuje na fizyczny rozmiar szpuli, na której nawinięty jest drut spawalniczy. D100 oznacza szpulę o średnicy 100 mm, D200 to szpula o średnicy 200 mm, a D300 to szpula o średnicy 300 mm. Wybór odpowiedniej szpuli zależy od ilości potrzebnego drutu i typu spawarki.
SG2 to najczęściej używany drut spawalniczy do procesów MIG/MAG. Jest przeznaczony głównie do spawania stali węglowych i niskostopowych, oferując dobrą jakość spoiny i stabilny łuk. Znajduje zastosowanie w różnych branżach, w tym w budownictwie, motoryzacji i produkcji metalowej.
CuSi, czyli drut spawalniczy z miedzi i krzemu, jest używany głównie do lutospawania i spawania stopów miedzi. Ze względu na swoje właściwości, takie jak dobra płynność i odporność na korozję, jest często stosowany w branży motoryzacyjnej i konstrukcyjnej. Drut CuSi zapewnia również dobrą przewodność elektryczną i jest zwykle używany w procesach MIG i TIG.
AlSi, czyli drut spawalniczy ze stopu aluminium i krzemu, jest używany głównie do spawania stopów aluminium. Jest wytrzymały i elastyczny dlatego powszechnie stosuje się go w procesach MIG i TIG, szczególnie w branżach takich jak motoryzacja i lotnictwo.
AlMg, czyli drut spawalniczy ze stopu aluminium i magnezu, jest często używany do spawania stopów aluminium. Drut ten charakteryzuje się dobrą odpornością na korozję i jest często stosowany w środowiskach morskich oraz w przemyśle transportowym. Sprawdza się w produkcji konstrukcji, rur czy profili. Jest używany w procesach spawania MIG i TIG.
308LSi to drut spawalniczy ze stali nierdzewnej, przeznaczony głównie do spawania stali nierdzewnych typu 304 i 304L. Dodatek krzemu (Si) w składzie chemicznym poprawia płynność i estetykę spoiny, a także pomaga w redukcji odprysków. Jest często używany w procesach spawania MIG i TIG w branżach takich jak przemysł spożywczy, chemiczny oraz w produkcji sprzętu medycznego.
316LSi to drut spawalniczy ze stali nierdzewnej, przeznaczony do spawania stali nierdzewnych typu 316 i 316L. Krzem (Si) dodawany do składu chemicznego poprawia jakość spoiny i redukuje odpryski. Drut ten jest często stosowany w procesach MIG i TIG w branżach wymagających wysokiej odporności na korozję, takich jak przemysł chemiczny, morski i farmaceutyczny.







































































































.png)
.png)