Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!







































































































.png)
.png)
.png)
.png)


W magazynie
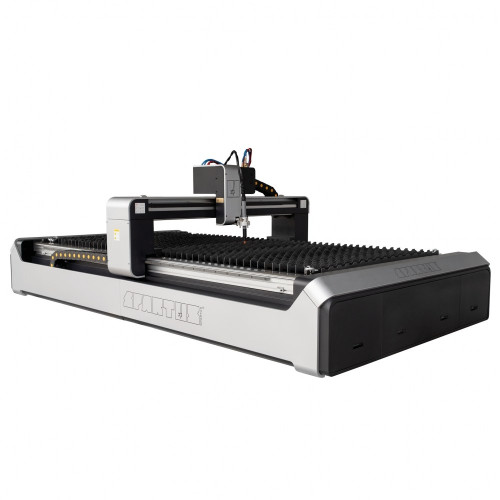
Spawarki laserowe
Spawarka ręczna laserowa Spartus Easy 2000 3w1
Spartus
LASER-EASY2000-PAK1A
Moc [W]:
2000 Zasilanie [V]:
230 Funkcje:
spawanie, cięcie, czyszczenie
46 499,00 zł
Innowacyjna, ręczna spawarka laserowa marki Spartus o mocy 2000 W z automatycznym podajnikiem drutu. Przeznaczona do spawania, cięcia oraz czyszczenia.