Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!












































































































W magazynie
Podgrzewacze indukcyjne
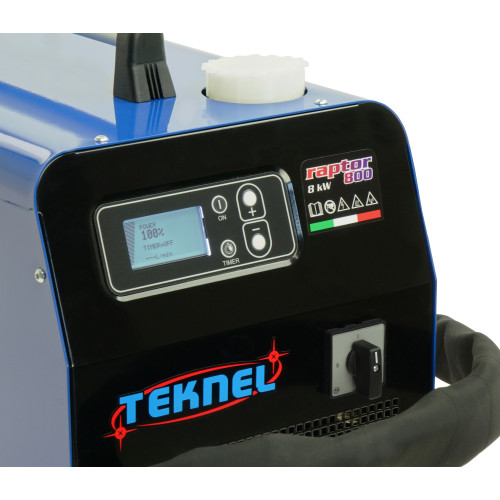
Podgrzewacz indukcyjny Teknel Dragon 300 (INDUCTOR5)
TEKNEL
IHD03
Zasilanie [V]:
230 Max. moc [kW]:
4.5
12 319,00 zł
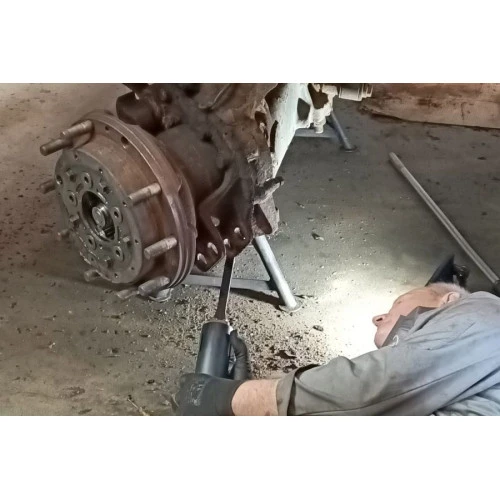
Teknel Inductor 5 Dragon IHD300 jest rewolucyjnym podgrzewaczem indukcyjnym służącym do szybkiego bezpłomieniowego rozgrzewania metali żelaznych i aluminium metodą indukcyjną.
Zasilanie 230 V. Moc 4,5 kW.