Koszyk
Ups! Wygląda na to, że Twój koszyk świeci pustkami... Ale spokojnie, to doskonała okazja, aby go napełnić! Zerknij na naszą ofertę i dodaj do koszyka coś, co sprawi Ci radość :) A jeśli masz konto u nas, pamiętaj, że możesz zapisywać produkty w koszyku na później. Czas na zakupy!













































































































Ostatnie sztuki w magazynie
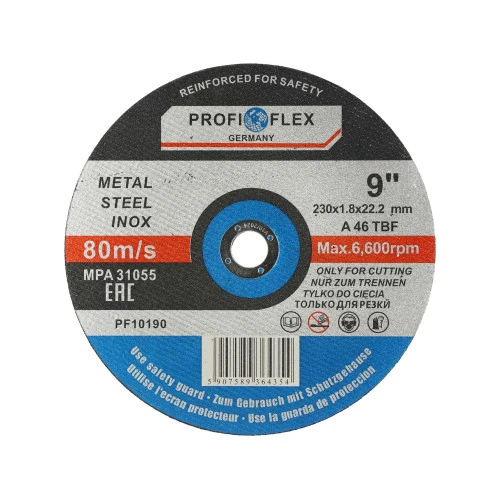
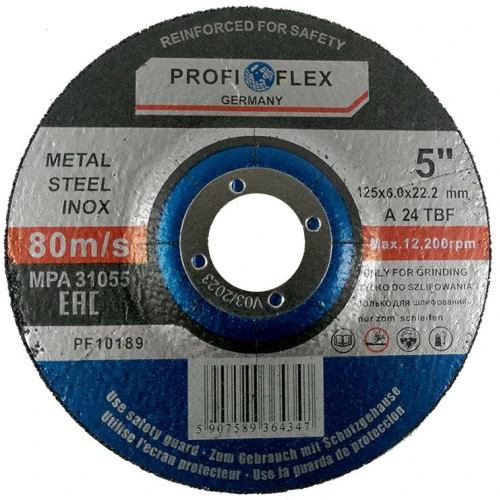
Tarcze do cięcia metali i stopów
Zestaw 50x tarcza do cięcia Profi-Flex 125 x 1,0 x 22
Profi-Flex
PF10185_px50
36,90 zł
Tarcza do cięcia metalu, stali i stali nierdzewnej Profi-Flex 125 x 1,0 mm. Do użytku ze szlifierką kątową lub przecinarką.
Zestaw zawiera 50 sztuk.